Management System ISO 9001:2015 ISO 14001:2015
Marshallstraat 18c, 5705 CN HelmondTel:+31-655701610soldersolutions@ishikawa-europe.com
Home
Home > Lead-free (EVASOL) > [Flux cored solder wire] Less spattering type MYK series
Select suitable flux base material for higher melting point alloy.Very few flux spattering can achieve high performance soldering.
●Flux spattering test by using soldering iron robot
Solderable to aluminumPut solder wire on aluminum board and heat by 270℃
Selected materials suitable for rapid light heating achieves high workability. Good wettability with low Ag alloy can help to reduce cost.
●Confirmation of wettability with LASER soldering
【Condition】Beam power:40W Wire diameter:φ0.8mmPreheat:0.05 Wire feed:7mm/s,1.6sPostheating:0.3s PCB:Cu,one sideConnector terminal:Brass,Sn plating on Ni
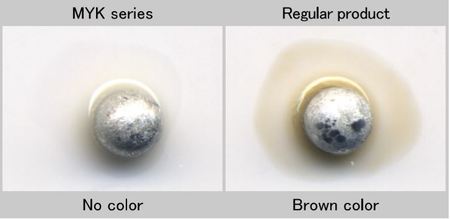
Good for after soldering appearance with transparent flux such as LED illumination.Can achiece higher productivity for outlook inspection.
●Put solder on white ceramic plate and heat with 270℃
Can achieve higher productivity for outlook inspection


 anagement System
anagement System
