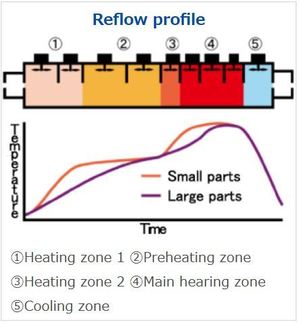
“Trapezoidal profile” is long preheating and main heating. The melting point of the solder is about 220 °C, while the heat resistant temperature of the parts is around 250 °C. Long preheating zone eliminate the temperature difference due to the size of parts, it prevents wettabiliy issues due to heat shortage of large parts and failure due to overheating of small parts.
 anagement System
anagement System
